

Полотно пластин (не дробеструй, 6 м., 64 шт в комплекте) 15А.01.200 применятся в пластинчатых питателях ТК-15. Полотно пластин изготавливается из...

Тенка ковша передняя 1085.52.03 применятся в экскаваторах ЭКГ-5. Стенка ковша передняя изготавливается из стали 110Г13Л, вес 2950 кг, габаритные...
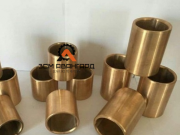
Втулка натяжного колеса 1080.33.81 (0.03025) применятся в экскаваторах ЭКГ-5. Втулка натяжного колеса изготавливается из ЛЦ38Мц2С2, вес 22 кг,...

Конус дробящий подвижный КСД с м/о 48442.03.002 применятся в дробилках КСД/КМД-900. Конус дробящий изготавливается из стали 110Г13Л, вес 285 кг,...

Конус дробящий неподвижный КСД с м/о 10510.02.003 применятся в дробилках КСД/КМД-900. Конус дробящий неподвижный изготавливается из стали 110Г13Л,...

Конус дробящий подвижный КМД Т с м/о 10510.05.001 применятся в дробилках КСД/КМД-900. Конус дробящий подвижный изготавливается из стали 110Г13Л,...

Конус дробящий неподвижный КМД Т с м/о 10510.04.001 применятся в дробилках КСД/КМД-900. Конус дробящий неподвижный КМД Т с м/о изготавливается из...

Конус дробящий подвижный с м/о 297-4-0-1 / 10592.04.01 применятся в дробилках КСД-600. Конус дробящий подвижный изготавливается из стали 110Г13Л,...

Конус дробящий неподвижный с м/о 297-2-1-2 / 10297.21.02 применятся в дробилках КСД-600. Конус дробящий неподвижный изготавливается из стали 110Г13Л

Плиты дробящие (шаг 75) комплект 2 шт применятся в дробилках СМД-16 Б/Д. Плиты дробящие изготавливается из стали 110Г13Л, вес 1530 кг, габаритные...
